









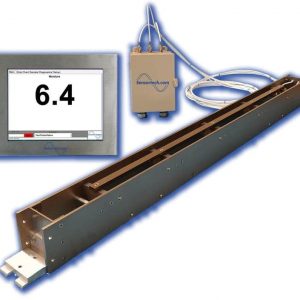
Rapid, continuous product analysis is critical in food and snack manufacturing to maintain consistent product quality, maximize yield and reduce waste. The new MCT469-SF Food Grade IP69 On-line Moisture and Oil Sensor from Process Sensors Corporation (PSC) accurately measures moisture and other critical food quality parameters in even the most demanding food processing applications for quick return on investment.
The MCT469-SF is virtually maintenance free and simple to install at fryers and oven outlets to packaging lines for years of reliable and accurate results despite high heat and frequent wash downs.
The MCT469-SF Food grade IP69 On-line Moisture and Oil Sensor is used in many food applications, including
Snack Foods
| Other Foods
| Animal Food Products
|
Sealed Sanitary Enclosure
The MCT469-SF conforms to IP69-rating* with an enclosure that is completely dust tight and impenetrable by powerful and high temperature sprays at close range, making it ideal for washdown environments. The sealed enclosure gives users the ability to clean the sensor in place, reducing washdown prep time. The easy to use, NEMA 4, touch screen operator interface is also water resistant and can be mounted adjacent to the production line to inform operators of the need for to process adjustments.
No niches for debris accumulation or microorganism ingress reduces food buildup and enables efficient, thorough cleaning over the life of the sensor. Additional food grade components for ensuring food safety and adherence to industry regulations include:
- 316 stainless steel enclosure
- Sapphire sight window
- FDA 21CFR177.2600 conforming gaskets
PSC Smart Sensor advantage
The Food Grade IP69 On-line Moisture and Oil Sensor is easily integrated into existing systems. It connects to closed loop control systems or local alarms and eliminates the need for time-consuming and disruptive lab testing. A proprietary temperature-controlled detector enhances stability in arduous environments.
With a standard two year comprehensive warranty and a rugged 316 stainless steel enclosure designed to survive in the harshest environments, the MCT469-SF provides years of reliable performance in even the harshest environments. Simultaneous multi-constituent measurement can be made for the following parameters:
- Moisture
- Oils/Fats
- Protein
MCT469-SF sensor benefits
The MCT469-SF is designed to provide consistent, reliable performance for quick return on investment. Benefits of all on-line PSC NIR Smart Sensors include:
- High accuracy and repeatability
- Unaffected by relative humidity, changes in product temperature, ambient light and high ambient temperature
- Non-contact, continuous on-line measurement
- Easy calibration, operation & standardization
THE MCT469-SF system configuration
- Smart sensor connects to Operator Interface module with proprietary heat resistant cable
- Smart sensor powered from Operator Interface Module
- All analog outputs, digital outputs and bus interfaces on Operator Interface module
- Bright 5.7 high-resolution NEMA 4 touchscreen operator interface
Simple accessibility & serviceability
The MCT469-SF Food Grade IP69 On-line Moisture and Oil Sensor is fully modular with all components easily replaceable in the field within minutes. It is easy to troubleshoot with advanced onboard diagnostics.
Process Sensors’ deep industry knowledge and commitment to our customers’ long-term success ensures you receive the best product for your specific application and full support when you need it during and after installation.
SPECIFICATION
Measurement NIR Constituents
| Moisture Range | Min. 0.1%, Max. 95% |
| Fats/Oils | Min. 0.1%, Max 50% |
| Moisture | +/- 0.1% |
| Fats/Oils | +/- 0.2% |
| Product Distance | 8-18 inches (200-450mm) |












Reviews
There are no reviews yet.