









Sensing and Controlling for Manufacturing Quality
Moisture plays a critical role in determining end-product quality. Manufacturers are also challenged with meeting quality standards and producing end products faster, all while keeping an eye on energy conservation and waste.
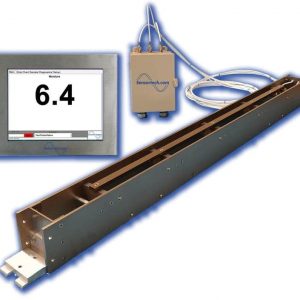
The NIR-6000 Industrial-Grade Analyzer delivers ongoing accurate measurement results using advanced IR technology. Capturing measurements every four milliseconds, our analyzer can automatically adjust your process to meet your moisture measurement targets. When integrated with our control and management software, the system continuously transmits readings to your control system and PC platform enabling you to determine, in real-time, when your product reaches the perfect constituent measurement levels.
This real-time, continuous monitoring of your product enables forward thinking and determination of your manufacturing process.
The central pillar of the NIR Series, the NIR-6000 is designed with durability in mind for the numerous challenging manufacturing environments and applications we support.
Our Flagship Analyzer
- Custom-built to your specifications using NIR technology
- Measures up to three constituents simultaneously
- Thousands of measurements per second, online, in process, inline
- Operates in temperatures from -4°F (-20°C) to 185°F (85°C)
- Mounting options to accommodate diverse process locations







Reviews
There are no reviews yet.